 ╣┘ĘĮ╬ó▓®
╣┘ĘĮ╬ó▓®

ļSų°╗»īW╣żśIĄ─░lš╣Ż¼Ė„ĘN┤¾ą═╗»╣żÅSŻ¼¤Æė═ÅSĄ─Į©┴óŻ¼ļxą─╩Į┐šē║ÖCŠ═│╔×ķē║┐s║═▌ö╦═╗»╣ż╔·«aųąĖ„ĘNÜŌ¾wĄ─ĻPµIÖCŲ„Ż¼Č°š╝ėąśOŲõųžę¬Ą─Ąž╬╗ĪŻļSų°ÜŌ¾wäė┴”īW蹊┐Ą─│╔Š═╩╣ļxą─┐šē║ÖCĄ─ą¦┬╩▓╗öÓ╠ßĖ▀Ż¼ėųė╔ė┌Ė▀ē║├▄ĘŌŻ¼ąĪ┴„┴┐šŁ╚~▌åĄ─╝ė╣żŻ¼ČÓė═ą©▌S│ąĄ╚╝╝ągĻPµIĄ─čąųŲ│╔╣”Ż¼ĮŌøQ┴╦ļxą─┐šē║ÖCŽ“Ė▀ē║┴”Ż¼īÆ┴„┴┐ĘČć·░lš╣Ą─ę╗ŽĄ┴ąå¢Ņ}Ż¼╩╣ļxą─╩Į┐šē║ÖCĄ─æ¬ė├ĘČć·┤¾×ķöUš╣Ż¼ęįų┬į┌║▄ČÓł÷║Ž┐╔╚Ī┤·═∙Å═ē║┐sÖCŻ¼Č°┤¾┤¾ĄžöU┤¾┴╦æ¬ė├ĘČć·ĪŻ╣żśIė├Ė▀ē║ļxą─┐šē║ÖCĄ─ē║┴”ėą(150~350)×10^5PaĄ─Ż¼║Ż╔Žė═╠’ūóÜŌė├Ą─ļxą─┐šē║ÖCē║┴”ėąĖ▀▀_700×10^5PaĄ─ĪŻū„×ķĖ▀Āt╣─’Lė├Ą─ļxą─╩Į╣─’LÖCĄ─┴„┴┐ėą┤¾ų┴7000m3/minŻ¼╣”┬╩┤¾Ą─ėą52900KWĄ─Ż¼▐D╦┘ę╗░Ńį┌10000r/minęį╔ŽĪŻ
ę╗Īóų„▌SĄ─ŠSą▐
1Īóų„▌S▓ąČ║¾Ż¼ė├═ŌÅĮŪ¦Ęų│▀£y┴┐Ė„▌SŅi(┼c╚~▌åĪó▌S│ąĪó┬ō▌SŲ„Ą╚┼õ║Ž╠Ä)Ą─│▀┤ńŻ¼ęįėŗ╦ŃŲõłAČ╚║═łAų∙Č╚Ų½▓ŅŻ¼ŲõųĄæ¬į┌į╩įSĘČć·ā╚ĪŻ
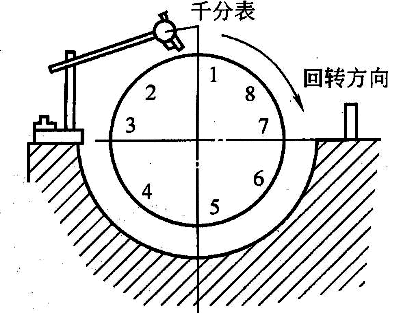
2Īó«öŲ½▓Ņ│¼▀^į╩įSųĄ▌^ąĪĢrŻ¼┐╔ė├▄掄╗“─źŽ„ĘĮĘ©▀Mąąą▐└Ē;
3Īó│¼▓Ņ▌^┤¾ĢrŻ¼ätæ¬Öz▓ķų„▌Sų▒ŠĆČ╚Ų½▓Ņ╩Ūʱ▀^┤¾ĪŻ
4Īóīóų„▌SĘ┼į┌ÖCÜżā╚╗“Ę┼ų├ė┌▄ć┤▓╔Žā╔Ēö╝Ōų«ķgŻ¼╩╣ų„▌S╠Äė┌ūįė╔ĀŅæBŻ¼ė├Ū¦Ęų▒Ē£y┴┐ų„▌S▌SŅiĄ─ÅĮŽ“łA╠°äė┴┐ĪŻ
5Īóīó▐DūėĘų│╔4-8Ą╚ĘųŻ¼░┤▐Dūėą²▐DĘĮŽ“▒Päė▐DūėŻ¼Ū¦Ęų▒Ēö[äėĖ³┤¾ųĄ╝┤×ķÅĮŽ“łA╠°äė┴┐ųĄĪŻ═¼Ģrė├ā╔ēKŪ¦Ęų▒Ēį┌ų„▌S▀m«ö╬╗ų├£y┴┐ų„▌SĄ─ų▒ŠĆČ╚Ų½▓ŅĪŻ
6ĪóŲõÅĮŽ“łA╠°äė┴┐ųĄæ¬▓╗┤¾ė┌0.01mmŻ¼╚¶Ų½▓Ņ│¼ś╦▓╗┤¾ĢrŻ¼┐╔īóų„▌S▌SŅiį┌▄ć┤▓╔Ž▄掄;╚ń│¼ś╦▀^┤¾Ż¼ätæ¬Öz£yų▒ŠĆČ╚Ų½▓Ņ▓óė├│Cš²ĘĮĘ©│Cų▒ų„▌SĪŻ
7ĪóÖz▓ķ▌SŅi▒Ē├µėą¤oäØ║█Īó£Ž▓█Īó▓┴é¹Īó─ź³cĄ╚╚▒Ž▌Ż¼▒žę¬Ģr▀Mąą╠Įé¹Öz▓ķĪŻ
8Īó▌^ąĪĄ─╚▒Ž▌┐╔ė├╩ų╣ż╣╬čą▓óÆü╣Ō╠Ä└Ē;▌^┤¾Ą─╚▒Ž▌┐╔ė├Čč║ĖĪóļŖÕāĪóćŖ═┐Ą╚ĘĮĘ©ą▐└Ē║¾Ż¼į┘─źŽ„Æü╣ŌĪŻ
9Īó╠Įé¹Öz▓ķ░l¼F┴č╝y╗“│÷¼Fć└ųž╚▒Ž▌ĢrŻ¼ę╗░Ń▓╗ėĶą▐└ĒŻ¼Č°ė├éõŲĘ┼õ╝■Ė³ōQĪŻ
Č■Īó╚~▌åĄ─Özą▐
1Īóė├ė╬ś╦┐©│▀Öz£y╚~▌å▀M┐┌Č╦┼c╬³ÜŌ╩ęķgĄ─ÅĮŽ“ķgŽČŻ¼ė├ķL╚¹│▀Öz£y╚~▌å▌å▒PĪó▌å╔w┼cĖ¶░ÕĄ─▌SŽ“ķgŽČĪŻ
2Īó«öķgŽČ│¼▀^į╩įSųĄĢrŻ¼┐╔▄掄╚~▌å╗“═©▀^š{š¹▌S│ąķgŽČüĒ▀Mąąš{╣ØĪŻ
3Īóīó╚~▌å┼cų„▌SĮMčbį┌ę╗ŲŻ¼Ę┼ų├ė┌ÖC┤▓ā╔Ēö╝Ōų«ķgŻ¼ė├Ū¦Ęų▒Ē£y┴┐╚~▌å│÷┐┌═ŌłA╠ÄĄ─ÅĮŽ“╠°äė┴┐Ż¼Ųõ£y┴┐ĘĮĘ©║═Ų½▓Ņ│¼▀^į╩įSĘČć·ĢrĄ─╠Ä└ĒĘĮĘ©┐╔ģóęŖų„▌SÖzą▐ā╚╚▌ĪŻ
4Īó═¼Ģr▀Ć欣y┴┐╚~▌åĄ─Č╦├µ╠°äė┴┐Ż¼ŲõųĄæ¬į┌į╩įSĘČć·ā╚ĪŻ
5Īó╚ńČ╦├µ╠°äė┴┐ųĄ│¼▀^į╩įSĘČć·ųĄŻ¼│¼ś╦▌^ąĪĢrŻ¼ę╗░Ń▓╗▀Mąąą▐└Ē;
6ĪóöĄųĄ▌^┤¾ĢrŻ¼┐╔└¹ė├ą▐╣╬╚~▌åā╚┐ū╗“╝ėē|Ų¼Ą─ĘĮĘ©š{š¹╚~▌å┼cų„▌SĄ─čb┼õĻPŽĄ;
7Īó│¼ś╦▀^┤¾ĢrŻ¼ät┐╔īó╚~▌åČ╦├µį┌▄ć┤▓╔Ž▀Mąą╔┘┴┐Ą─▄掄ĪŻ
8Īóė├ų°╔½Ę©╗“┤┼Ę█╠Įé¹Ę©Öz▓ķ╚~▌å▒Ē├µ╚▒Ž▌Ż¼æ¬¤o┴č╝yĪóōpé¹Īóø_╬g╗“─źōpĄ╚║██EŻ¼Öz▓ķŲõ▒Ē├µ┤ų▓┌Č╚æ¬Ę¹║Ž╝╝ągę¬Ū¾ĪŻ
9Īó╚~▌å│÷¼F┴č╝y┐╔ė├ča║ĖĘ©▀Mąąą▐└Ē╗“Ė³ōQą┬╚~▌å;─źōpĪóø_╬gĄ╚╚▒Ž▌┐╔ė├Čč║ĖĪóča║ĖĘ©ą▐└ĒĪŻ
10ĪóÖz▓ķ╚~Ų¼æ¬¤oŠĒ▀ģĪóø_ō¶Īóķ_║ĖĄ╚╚▒Ž▌Ż¼╚~▌åŃTßö▓╗Ą├ėą╩š┐sĪó╦╔äė╗“├ō┬õĄ╚¼FŽ¾Ż¼Ę±ätæ¬Ė³ōQ╚~Ų¼ĪóŃTßö▓ó▀Mąąųžą┬ŃTĮėĪŻ
11ĪóÖz▓ķ╚~▌å┴„Ą└ėą¤oø_╬gĪóõP╣Ė╝░│┴Ęe╬’Ą╚Ż¼▓ó╝░Ģr▀MąąŪÕ└ĒĪŻ
12ĪóÖzą▐║¾Ą─╚~▌åæ¬▀MąąäėŲĮ║ŌĪóņoŲĮ║Ōįć“×ĪŻ
╚²ĪóŲĮ║Ō▒P║══Ų┴”▒PĄ─Özą▐
1Īóė├Ū¦Ęų▒Ē£y┴┐ŲĮ║Ō▒P║══Ų┴”▒P═ŌłAĄ─ÅĮŽ“╠°äė┴┐╝░Č╦├µ╠°äė┴┐Ż¼ŲõųĄæ¬į┌į╩įSĘČć·ā╚ĪŻ
2Īó«ö╠°äė┴┐öĄųĄ│¼▀^į╩įSöĄųĄĢrŻ¼┐╔ģóššų„▌S╗“╚~▌å╠°äė┴┐│¼ś╦ĢrĄ─ą▐└ĒĘĮĘ©▀Mąąą▐└Ē╗“Ė³ōQĪŻ
3Īó£y┴┐ŲĮ║Ō▒PĪó═Ų┴”▒PĄ─Č╦├µŲĮ├µČ╚Ų½▓ŅŻ¼ŲõųĄ▓╗Ą├┤¾ė┌0.02mm;Ųõ▒Ē├µ┤ų▓┌Č╚ųĄRa≤0.32μmĪŻ
4ĪóÖz▓ķČ╦├µėą¤o└Ł├½ĪóĖ»╬gĪóŲ½─źōpĄ╚╚▒Ž▌ĪŻ
5Īó╚¶╚▒Ž▌▌^ąĪŻ¼┐╔ė├╣╬čąĪó▄掄Ą╚ĘĮĘ©▀Mąąą▐└Ē;
6Īó╚▒Ž▌▌^┤¾┐╔▓╔ė├Čč║ĖĪóćŖ═┐Ę©ą▐└Ē;
7Īó╚▒Ž▌ć└ųž▌^ļyą▐Å═Ģrätæ¬Ė³ōQĪŻ
8ĪóÖz▓ķŲĮ║Ō▒PĪó═Ų┴”▒P┼c▌SĄ─Įė║Ž╠Ä╩Ūʱ┤µį┌▀^ė»┼õ║Ž╩¦ą¦Īó└Łé¹╗“Ė»╬gĄ╚¼FŽ¾ĪŻ
9Īóī”╠ūčbŲĮ║Ō▒P╗“═Ų┴”▒P┐╔Ė∙ō■╚▒Ž▌Ūķør▀MąąĖ³ōQŻ¼▓óŽÓæ¬Ąžīó▌S╔ŽĄ─┼õ║Ž▓┐╬╗▀Mąą╣╬čąĪó─źŽ„ą▐Å═Ż¼ęį▒Ż│ųę¬Ū¾Ą─▀^ė»┴┐;
10Īó┼c▐Dūėę╗Ųš¹ÕæĄ─Ż¼┐╔▓╔╚Īį┌─ź┤▓╔Ž▀m«ö─ź╣Ō╗“╩ų╣żčą─źŻ¼Ž¹│²╚▒Ž▌ĪŻ
ķåūx▒Š╬─Ą─╚╦▀ĆķåūxŻ║
ū„š▀:Ą┬─═Ā¢@Ą┬─═Ā¢┐šē║ÖC ┐šē║ÖCą▐ėå╚šŲ┌Ż║2023-10-30
▒Š╬─DENAIR░µÖÓ╦∙ėąŻ¼╬┤Įø┼·£╩▐D▌d▒žŠ┐ĪŻ
ī”┤╦╬─š┬ėą╩▓├┤ę╔å¢Ż¼šł╠ßĮ╗į┌┴¶čį▒Š
(▒Š╬─ė╔Ą┬─═Ā¢┐šē║ÖCŠÄ▌ŗŻ¼▐D▌dšłūó├„│÷╠ÄŻ║http://www.ay2008zyt.com)


